Contoh BAB III Skripsi Sistem Komputer STMIK Triguna Dharma Medan
BAB
III
ANALISA
DAN PERANCANGAN
3.1 Analisis Permasalahan
Sistem
yang akan dibangun pada skripsi ini bermula dari ide mengenai permasalahan yang
terjadi pada saat melakukan penggilingan adonan mie dan kue menggunakan
penggiling manual. Tanpa disadari pada saat melakukan penggilingan adonan mie
dan kue sering terjadi pemborosan tenaga manusia, hal ini terjadi pada saat
pengguna melakukan penggilingan namun ketebalan adonan tidak sama dan
mengakibatkan pengguna harus mempercepat putaran penggiling menggunakan tangan
secara manual. Hal ini mengakibatkan banyaknya tenaga manusia yang terpakai.
Untuk itu
dibutuhkan suatu sistem yang dapat membantu para pengguna dalam menghadapi
permasalahan tersebut. Salah satunya yaitu dengan menambahkan penggerak berupa
motor DC yang akan menggerakkan penggiling.
Berdasarkan ide
terdebut maka akan dirancang sebuah sistem alat otomatis yang dapat mengatur
kecepatan pengging.motor DC yang digunakan sebagai penggerak penggiling adonan
mie dan kue. Adapun sistematika perancangan sistem penggiling adonan mie dan
kue yaitu :
1.
Membuat gambaran
perancangan sistem berdasarkan permasalahan yang terdapat pada latar belakang.
2.
Mengimplementasikan sistem
kendali Pulse Width Modulaton (PWM)
ke dalam pemrograman yang sesuai untuk menyelesaikan masalah yang terjadi pada
perancangan sistem.
3.
Merancang
komponen-komponen yang dibutuhkan berdasarkan referensi dan permasalahaan yang
ada.
4.
Melakukan analisa terhadap
sistem apabila terjadi permasalahan pada saat sistem dijalankan atau pada saat sistem
bekerja.
3.2 Algoritma Sistem
Algoritma sistem adalah aliran proses-proses kerja sistem yang dikerjakan pada saat sistem dijalankan mulai dari input hingga output. Tahapan tersebut untuk mengetahui putaran motor DC pada penggiling sesuai dengan inputan yang diterima oleh sensor ultrasonik, kemudian akan ditentukan kecepatan motor berdasarkan ketebalan adonan yang terdeteksi. Algoritma sistem dapat digambarkan pada gambar 3.1 berikut ini :

Algoritma sistem adalah aliran proses-proses kerja sistem yang dikerjakan pada saat sistem dijalankan mulai dari input hingga output. Tahapan tersebut untuk mengetahui putaran motor DC pada penggiling sesuai dengan inputan yang diterima oleh sensor ultrasonik, kemudian akan ditentukan kecepatan motor berdasarkan ketebalan adonan yang terdeteksi. Algoritma sistem dapat digambarkan pada gambar 3.1 berikut ini :

Gambar 3.1 Algoritma Implementasi PWM pada
Penggiling Adonan mie dan kue
Pada gambar 3.1
dijelaskan langkah awal pada saat sistem mulai berjalan adalah mendetekti
adanya objek berupa adonan yang berada diatas konveyor. Kemudian setelah terdeteksi maka konveyor akan berjalan membawa adonan ke dalam penggiling. Lalu
penentuan PWM berdasarkan level ketebalan yang terdeteksi selanjutnya
penggiling akan berputar berdasarkan PWM.
3.2.1
Nilai Awal PWM
Pada sistem ini
digunakan motor DC dengan tengangan input
12V untuk menggerakkan penggiling dan penggerak konveyor. Jumlah motor DC yang digunakan pada sistem ini berjumlah
2 motor DC. Pada sistem ini digunakan resolusi Pulse Width Modulation (PWM) 8 bit dengan duty cycle
seperti pada tabel
3.1 berikut ini.
Tabel 3.1 Nilai Awal
PWM pada Penggiling Adonan Mie dan Kue Otomatis
NO
|
Level
Kecepatan Penggiling
|
Duty Cycle (PWM)
|
Tinggi
Adonan
|
1
|
-
|
0 %
|
0 cm
|
2
|
Level 1
|
40%
|
1-3 cm
|
3
|
Level 2
|
60%
|
4-6 cm
|
4
|
Level 3
|
80%
|
7-8 cm
|
3.2.2
Pulse Width Modulation (PWM)
Pulse
Width Modulation adalah salah satu jenis
sitem kendali. Sistem kendali Pulse Width
Modulation dilakukan dengan cara mengubah perbandingan lebar pulsa positif
terhadap lebar pulsa negatif
ataupun sebaliknya dalam frekuensi sinyal yang tetap. Total perioda pulsa dalam
Pulse Width Modulation pada biasanya
menggunakan perbandingan pulsa positif terhadap pulsa.
Berikut Pulse Width Modulation pada sistem ini
berdasarkan data nilai awal PWM diatas :
1.
Grafik Duty Cycle = 40%





Keterangan : Tp = Time Positif.
Tn = Time Negatif.
T = Total.
Pada gambar 3.2 dapat dijelaskan bahwa
kondisi duty cycle 40%, time positif adalah 40% dan 60% yang lain merupakan time negatif yang berarti pulse width modulation (PWM) dan
tegangan output pada kondisi ini
adalah 40% dari total tegangan.
1.
Grafik Duty Cycle = 60%

Keterangan : Tp = Time Positif.
Tn = Time Negatif.
T = Total.
Pada gambar 3.3
dapat dijelaskan bahwa kondisi duty cycle
60%, time positif adalah 60% dan 40% yang lain merupakan time negatif yang berarti pulse width modulation (PWM) dan
tegangan output pada kondisi ini
adalah 60% dari total tegangan.
2.
Grafik Duty Cycle = 80%

Keterangan : Tp = Time Positif.
Tn = Time Negatif.
T = Total.
Pada gambar 3.4
dapat dijelaskan bahwa kondisi duty cycle
80%, time positif adalah 80% dan 20% yang lain merupakan time negatif yang berarti pulse width modulation (PWM) dan
tegangan output pada kondisi ini
adalah 80% dari total tegangan.

Gambar 3.5
adalah gabungan duty cycle dari 40%, 60%, dan 80%, nilai duty cycle inilah yang akan
diimplementasikan pada sistem pencetak adonan mie dan kue otomatis yang akan
dirancang.
2.2.3
Nilai
Pulse Width Modulation (PWM)
Nilai
Pulse Width Modulation pada sistem ini
menggunakan resolusi 8 bit(255), yang artinya setiap nilai kecepatan
direpresentasikan dengan angka 0 sampai dengan 254.
Berikut
nilai Pulse Width Modulation (PWM)
yang akan diimplementasikan pada sistem :
1.
Duty
cycle = 40%
PWM = Duty Cycle x Besar resolusi PWM
= 40%
x 255
= 102.
Pada saat duty cycle = 40% dan resolusi yang digunakan adalah 8 bit maka nilai dari duty cycle direpresentasikan dengan
angka 0 sampai dengan 254 sehingga dihasilkan nilai PWM sebesar 102.
2.
Duty
cycle = 60%
PWM = Duty Cycle x Besar resolusi PWM
= 60%
x 255
= 153.
Pada saat duty
cycle = 60% dan resolusi yang digunakan adalah 8 bit maka nilai dari duty cycle direpresentasikan dengan
angka 0 sampai dengan 254 sehingga dihasilkan nilai PWM sebesar 153.
3.
Duty cycle
= 80%
PWM = Duty Cycle x Besar resolusi PWM
= 80%
x 255
= 204.
Pada saat duty cycle = 80% dan resolusi yang digunakan adalah 8 bit maka nilai dari duty cycle direpresentasikan dengan
angka 0 sampai dengan 254 sehingga dihasilkan nilai PWM sebesar 204.
3.2.4
Tegangan Output Pada Motor DC
Tegangan output
pada sistem ini adalah tegangan total yang dikalikan dengan duty cycle yang telah yang ditentukan.
Tegangan total yang digunakan adalah 12V. berikut nilai tegangan output pada masing-masing duty cycle.
1.
Duty
cycle = 40%
V
out = Duty cycle x V in
= 40%
x 12 Volt
= 4.8
Volt
Tegangan
output yang dihasilkan dari nilai
tiap duty cycle dengan total,
tegangan total yang digunakan untuk
output adalah 12 Volt. Maka
tegangan output pada motor DC yang dihasilkan
pada saat duty cycle 40%
adalah 4.8 Volt.
2.
Duty
cycle = 60%
V out = Duty cycle x V in
= 60%
x 12 Volt
= 7.2
Volt
Sama halnya
dengan kondisi duty cycle 40%, pada saat duty cycle 60% tegangan total yang
digunakan untuk output adalah 12 Volt. Maka tegangan output pada motor DC yang dihasilkan pada saat duty cycle 60% adalah 7.2 Volt.
3.
Duty
cycle = 80%
V out = Duty cycle x V in
= 80%
x 12 Volt
= 9.6
Volt
Sama halnya dengan kondisi duty cycle 40% dan 60%, pada saat duty cycle 80% tegangan total yang
digunakan untuk output adalah 12 Volt. Maka tegangan output pada motor DC yang dihasilkan pada saat duty cycle 80%
adalah 10.8 Volt.
3.2.5 Kecepatan
Putaran Pada
Motor DC
Kecepatan total pada motor DC yang akan digunakan pada
sistem ini adalah 115 Rpm, ini di dapatkan berdasarkan spesifikasi motor DC
yang akan digunakan, kecepatan motor DC pada sistem ini adalah kecepatan total
yang dikalikan dengan duty cycle yang
telah di tentukan. Berikut nilai kecepatan putaran motor DC pada masing-masing duty cycle.
1.
Duty Cycle =
40%
RPM = Duty Cycle x Kecepatan Total Motor
= 40% x 115
Rpm
= 46 Rpm
Kecepatan yang dihasilkan pada saat duty cycle dengan kecepatan total motor, pada saat duty cycle 40% dan kecepatan total motor
DC 12 V adalah 115 Rpm, maka dihasilkan nilai kecepatan motor sebesar 46 Rpm.
2.
Duty Cycle =
60%
RPM = Duty Cycle x Kecepatan Total Motor
= 60% x 115
Rpm
= 69 Rpm
Kecepatan yang dihasilkan pada saat duty cycle dengan kecepatan total motor, demikian pada saat duty cycle 60% dan kecepatan total motor
DC 12 V adalah 115 Rpm, maka dihasilkan nilai kecepatan motor sebesar 69 Rpm.
3.
Duty Cycle =
80%
RPM = Duty Cycle x Kecepatan Total Motor
= 80% x 115
Rpm
= 92 Rpm
Sama halnya dengan duty
cycle 40% dan 60% Kecepatan yang dihasilkan pada saat duty cycle dengan kecepatan total motor, pada saat duty cycle 80% dan kecepatan total motor
DC 12 V adalah 115 Rpm, maka dihasilkan nilai kecepatan motor sebesar 92 Rpm.
3.3
Flowchart
Diagram
alir (flowchart) dibawah merupakan
diagram yang menggambarkan aliran sistem dijalankan hingga pada sistem
melakukan proses pendeteksian objek. Diagram ini dimulai dengan mengghubungkan
sumber daya sistem ke aliran arus listrik untuk mengaktifkan sistem. Sensor ultrasonik
yang digunakan pada sistem ini berjumlah 2 unit. Setelah sistem dapat dipastikan
beroperasi dengan baik, sensor ultrasonik akan mendeteksi adanya objek maka
secara otomatis motor penggerak konveyor akan aktif dan pengging adonan akan
aktif dengan sistem kendali PWM yang dirancang.


Gambar 3.7 Flowchart Sistem (Lanjutan)
3.2
Pemodelan/Perancangan
Sistem
Pada pemodelan
dan perancangan sistem alat pencetak adonan mie dan kue otomatis berbasis
arduino ini di kombinasikan dengan motor DC sebagai penggerak dari konveyor dan
penggiling (output) adonan serta
menggunakan sensor ultrasonik sebagai pendeteksi (input) adonan .
Perancangan
sistem ini terdiri dari dua bagian besar yaitu, perancangan hardware dan software. Sistem pada perangkat keras dirancang dengan menggunakan
rangkaian elektronika yang terdiri dari beberapa rangkaian yang dijadikan menjadi
satu dalam suatu sistem, sebelum
melakukan perancangan sistem dibuatlah diagram yang akan menjelaskan aliran
proses input dan output.
3.4.1
Blok Diagram Sistem

Gambar 3,8 Konfigurasi
Blog Diagram Sistem Pencetak Adonan Mie dan Kue.
Pada gambar 3.8
menggambarkan suatu konfigurasi rancangan sistem alat. Terdapat beberapa blok
yang bertugas sesuai dengan fungsinya masing-masing.
1.
Sensor Ultrasonik
Sensor ultrasonic
HY-SRF05 dimaksudkan sebagai pembacaan apabila terdeteksi adanya adonan diatas
konveyor maka secara otomatis alat akan bekerja. Level tinggi adonan dibagi
menjadi tiga kategori yaitu level 1, level 2, dan level 3.
2.
Arduino UNO
Arduino UNO digunakan
sebagai mikrokontroler pada sistem ini yang akan digunakan untuk memproses input dari sensor ultrasonik yang akan
menghasilkan output berupa motor DC
dan LCD yang digunakan untuk menampilkan status alat.
3.
Catu daya 12V
Catu daya 12V digunakan
sebagai catu daya yang digunakan untuk semua
perangkat yang terpasang pada sistem.
4.
Motor DC
Digunakan sebagai penggerak
dari konveyor dan penggiling serta penggerak bagi pencetak adonan. Dalam hal
ini motor DC penggerak penggilling akan diaktifkan berdasarkan level yang
terdeteksi oleh sensor ultrasonik.
5.
Motor Driver L293D
Motor Driver digunakan
untuk mengendalikan motor DC yang digunakan untuk penggerak dari penggiling dan
konveyor.
6.
LCD
LCD digunakan sebagai
penampil status dari alat. Rancangan ini menggunakan LCD 2x16 karakter, dalam
hal ini LCD digunakan untuk menampilkan proses yang sedang dijalankan oleh alat.
3.4.2 Perancangan Model Hardware
Perancangan
perangkat model hardware ini
dirancang dengan konsep seminimal mungkin agar mudah diimplementasikan oleh
pengguna sitem. Perancangan model hardware menyajikan sebuah
gambar 2 dimensi. Prototype yang akan
dibuat dalam sistem ini adalah sebagai berikut :

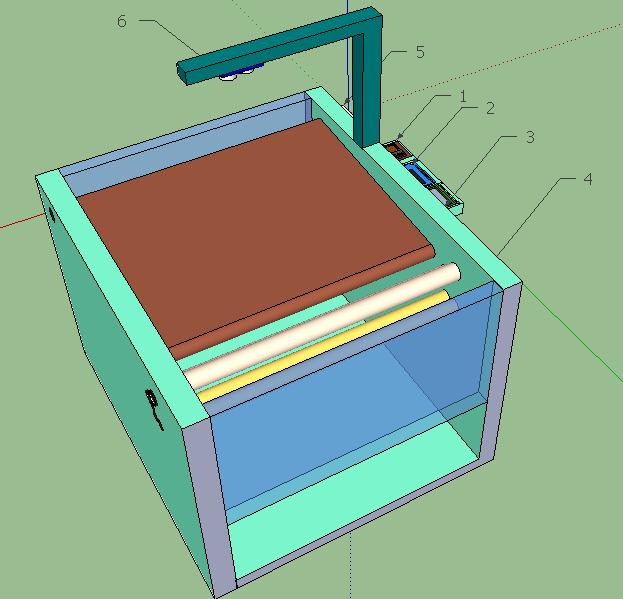
Gambar
3.9 Rancangan Sistem Tampak dari Depan
Pada
gambar 3.9 merupakan rancangan sistem yang tampak dari bagian depan. Pada gambar
ini terlihat komponen berdasarkan urutan penomoran pada gambar 3.9 :
1.
Driver Motor L293D.
2.
Arduino Uno.
3.
LCD 2x16.
4.
Motor DC penggerak
konveyor.
5.
Motor DC penggerak
penggiling.
6.
Sensor Ultrasonik.
Gambar
3.10 Rancangan Sistem Tampak dari Belakang
Pada
gambar 3.0 yang merupakan rancangan sistem yang tampak dari belakang, dimana
pada bagian belakang alat akan ditempatkan sebuah sensor ultrasonik yang akan mendeteksi
apakah ada adonan yang tercetak atau tidak, setiap inputan yang masuk akan diproses
oleh arduino yang merupakan otak pemproses yang digunakan pada sistem ini.
1.4.3
Perancangan
Sistem Elektronik
Dalam
perancangan sistem ini dibagi menjadi beberapa rangkaian elektronik yang akan
dibuat menggunakan aplikasi proteus, rangkaian yang akan dibuat merupakan satu
keseluruhan sistem. Adapun rangkaian sistem elektronik yang dibuat adalah
sebagai berikut :
1.
Rangkaian Sensor
Ultrasonik

Gambar 3.11 Rangkaian
Sensor Ultrasonik
Rangkaian ini
menggunakan sensor ultasonik yang merupakan sebuah komponen elektronika yang
bekerja dengan merubah pantulan gelombang suara menjadi besaran teggangan,
dimana nantinya sensor ini digunakan untuk mendeteksi objek berupa adonan dan
mendeteksi tinggakt ketebalan adonan berdasarkan level yang telah ditentukan.
2.
Rangkaian Arduino Uno

Gambar 3.12 Rangkaian
Arduino Uno
Rangkaian
arduino di atas
merupakan mikrokntroler atau otak yang akan menerima masukan dari sensor
ultrasonik dan kemudian akan dihasilkan sinyal keluaran yang akan menggerakkan
motor DC.
3.
Rangkaian Motor DC

Gambar 3.13 Rangkaian
Motor DC
Motor DC yang
digunakan sebagai yang akan menggerakkan konveyor, penggiling, dan pencetak
adonan mie dan kue, di mana
kecepatan motor DC yang akan menggerakkan penggiling akan disesuaikan
berdasarkan tinggkat ketebalan adonan yang terdeteksi.
4.
Rangkaian Motor Driver L293D

Gambar
3.14 Rangkaian Motor Driver L293D
Motor Driver ini
digunakan untuk mengendalikan motor DC, dimana motor driver ini akan menunggu
perintah dari arduino yang kemudian akan menggerakkan konveyor dan penggiling.
5.
Rangkaian LCD 2x16

Gambar 3.15 Rangkaian
LCD 2x16
Pada sistem ini
digunakan LCD 2x16 yang berfungsi sebagai penampil status yang sedang dikerjakan
alat.
6.
Rangkaian Keseluruhan

Gambar 3.16 Rangkaian
Keseluruhan
Pada gambar 3.16
merupakan rangkaian keseluruhan sistem alat pencetak adonan mie dan kue
otomatis berbasis arduino. Nantinya rangkaian keseluruhan ini akan dirancang ke
dalam rancang bangun yang sebenarnya.



Komentar
Posting Komentar